
- Home
- Wastewater Treatment Breweries
Brewing's Water Challenge
Brewing excellent beer needs clean water, but environmentally conscious breweries aim to minimize water usage. The key lies in saving and reusing water for cleaning, and turning wastewater into a cost-efficient and sustainable resource.
Treating industrial wastewater not only preserves natural resources but also complies with regulations, offering economic benefits. By reusing water, breweries reduce waste, maintain water quality, and save costs.
Sustainable Wastewater Reuse
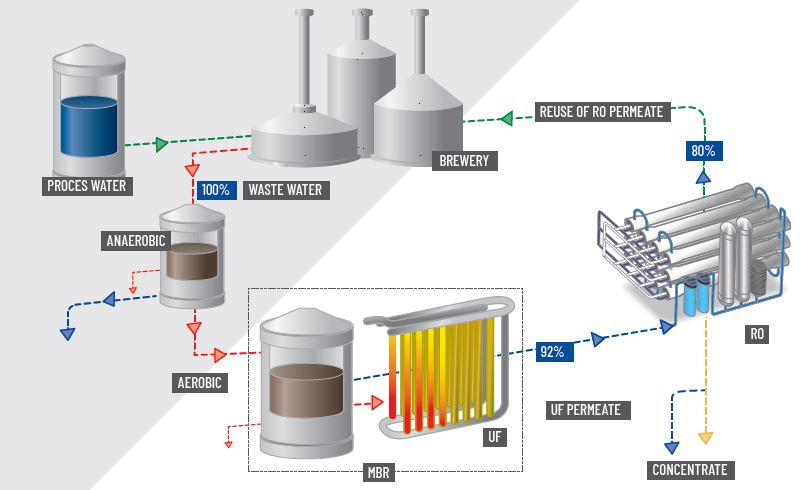
In the brewing process, water is vital for crafting beer, heating, equipment cleaning and washing bottles and kegs. The wastewater undergoes treatments like anaerobic and aerobic steps, enhanced with ultrafiltration and reverse osmosis.
This ensures water quality for reuse, minimizing discharge and promoting environmental sustainability.
water as a resource
With Pentair X-Flow Wastewater Membrane Technologies, we empower breweries to transform wastewater into a valuable resource, reclaiming up to 70% of water that would have been discarded. Making every drop count for a greener future.
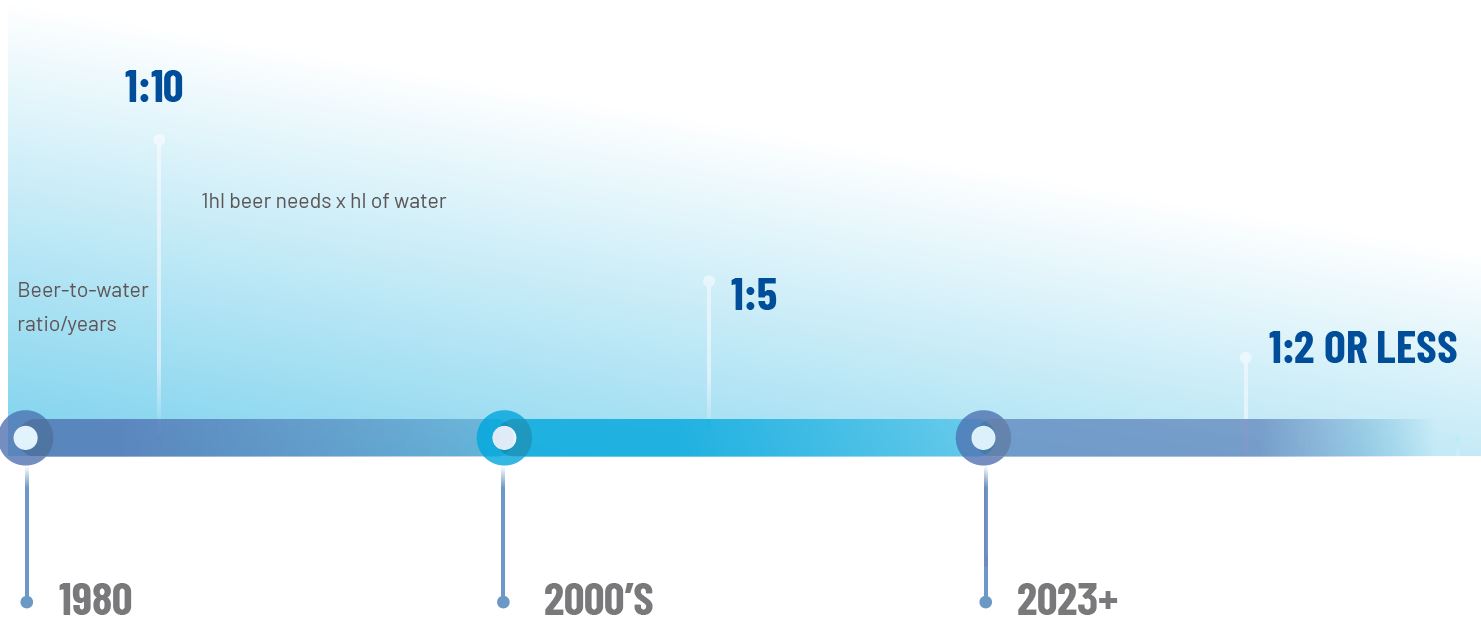
Development of Beer-to-water ratio targets for large scale breweries
Moving from to a 1:10 Beer-to-water ratio in the 1980’s towards a 1:2 ratio for 2023 and beyond.
PENTAIR X-FLOW SOLUTIONS
With decades of in-house X-Flow membrane technology expertise we are specialized in Ultra Filtration Solutions as integral part of your wastewater treatment plant design. Pentair’s water specialists are there to support our OEM partners and system integrators with the right system design knowledge and integration support so breweries can experience firsthand how it is to start reusing up to 70% of their process water.
| SOLUTIONS | For medium strength wastewater and anaerobic effluent | CAPEX | Energy consumption | Footprint | Flow (flux) | membrane type | uf mEMBRANES | WITH HELIX TECHNOLOGY* |
| Crossflow MBR | V | Lower | 1,5-4 kWh/m³ | Low compared to Airlift | 80-200 l/m2h | 8 mm | X 0.03 MICRON | V |
| Airlift | V | Higher | <0,25 kWh/m3 | Larger compared to crossflw | 40-60 l/m2h | 3/5 mm | X 0.03 MICRON | V |
* Preventing cake formation on the membrane layer by producing higher permeate flows at lower crossflow velocities and saving energy compared to traditional crossflow membrane filtration systems.
Case Study
The Polar brewery in Venezuela successfully applies Upflow Anaerobic Sludge Blanket technology, followed by a Pentair X-Flow Airlift MBR Solution.
This process feeds into reverse osmosis for efficient effluent processing, showcasing the practical implementation of Pentair's solutions.
Start-up: 2010
Market: Breweries
Application: Reuse - pretreatment RO
Configuration: Airlift MBR
Module: Compact 33V
Capacity: 1,800 m3/day

| Title | Download PDF |
| Download Leaflet | Download |
CONTACT OUR SPECIALISTS
CONTACT
Related products

Pentair X-Flow Crossflow MBR Solution: treating high strength wastewater and producing high-quality filtrate in wastewater treatment applications.

Pentair X-Flow Airlift Solution: treating low and medium strength wastewater and producing high-quality filtrate in bioreactor applications.